![]()
ANYCUBIC Slicer
Übersicht, Resin Slicer Tipps Beispiele
Hier stelle ich kurz die Slicing Software des Anycubic Photon vor.
Das Installieren vom beiliegendem USB Stick geht flott ohne Probleme.
Anordnung der Modelle am Druckbett: Ich lasse 10 mm rund herum frei, da das Licht am Rand schwächer ist und deswegen die Geometrie unschärfen aufweisen kann.
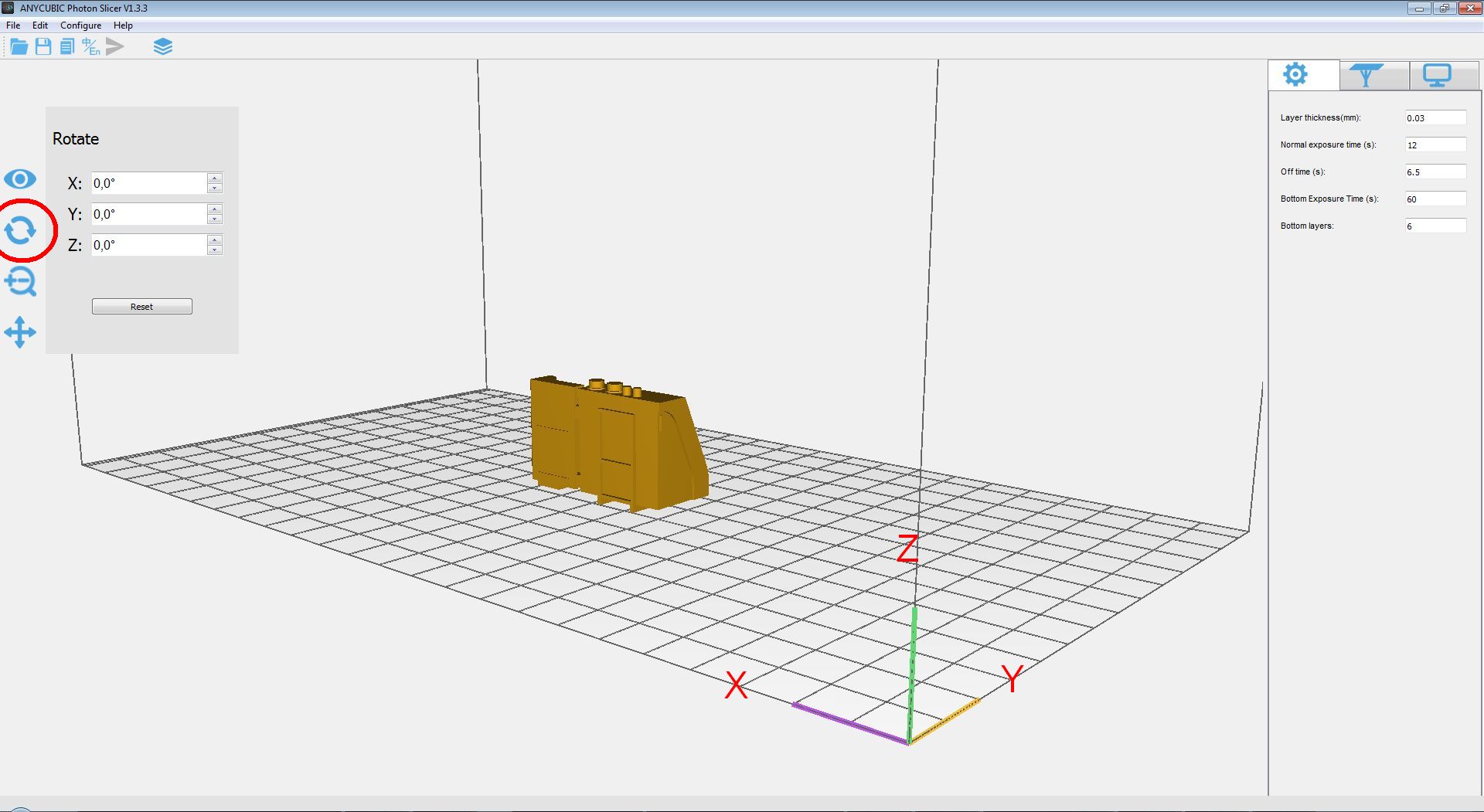
Nach dem Programmstart kommt die Bedieneroberfläche:

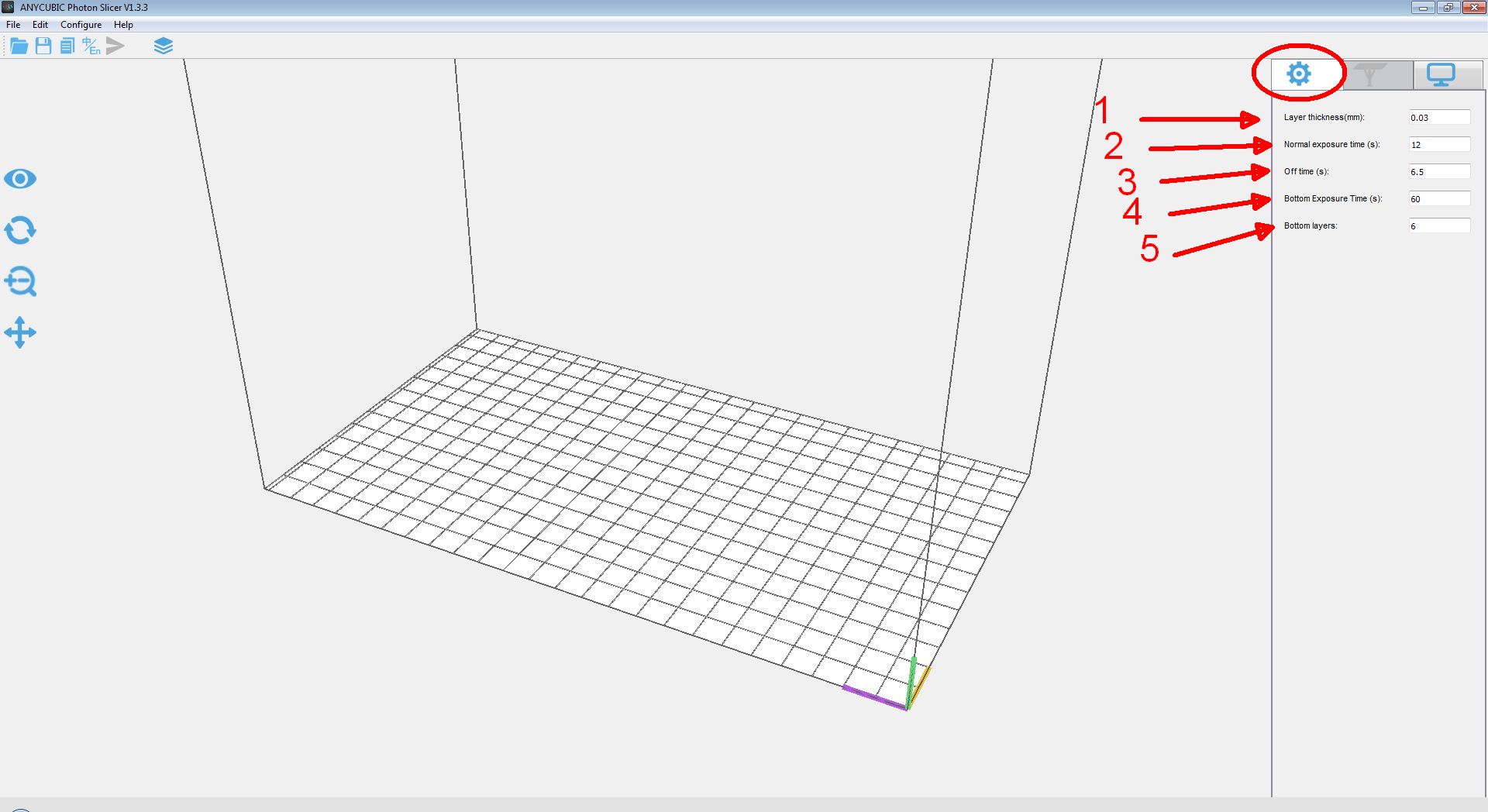
1: Schichtstärke, in diesem Fall 0,03mm ( = 30ym )
2: Belichtungszeit, hier 12 sekunden abhängig vom Resin
3: Off Time: Das ist die Zeit, die der Drucker benötigt um das Druckbett auf die neue Position zu fahren. Empfohlen wird von Anycubic 4 - 8 sek.
4: Belichtungszeit Support Grundplatte, hier 60 sekunden abhängig vom Resin
5: Anzahl Support Grundplatte Schichten, hier 6 abhängig vom Resin
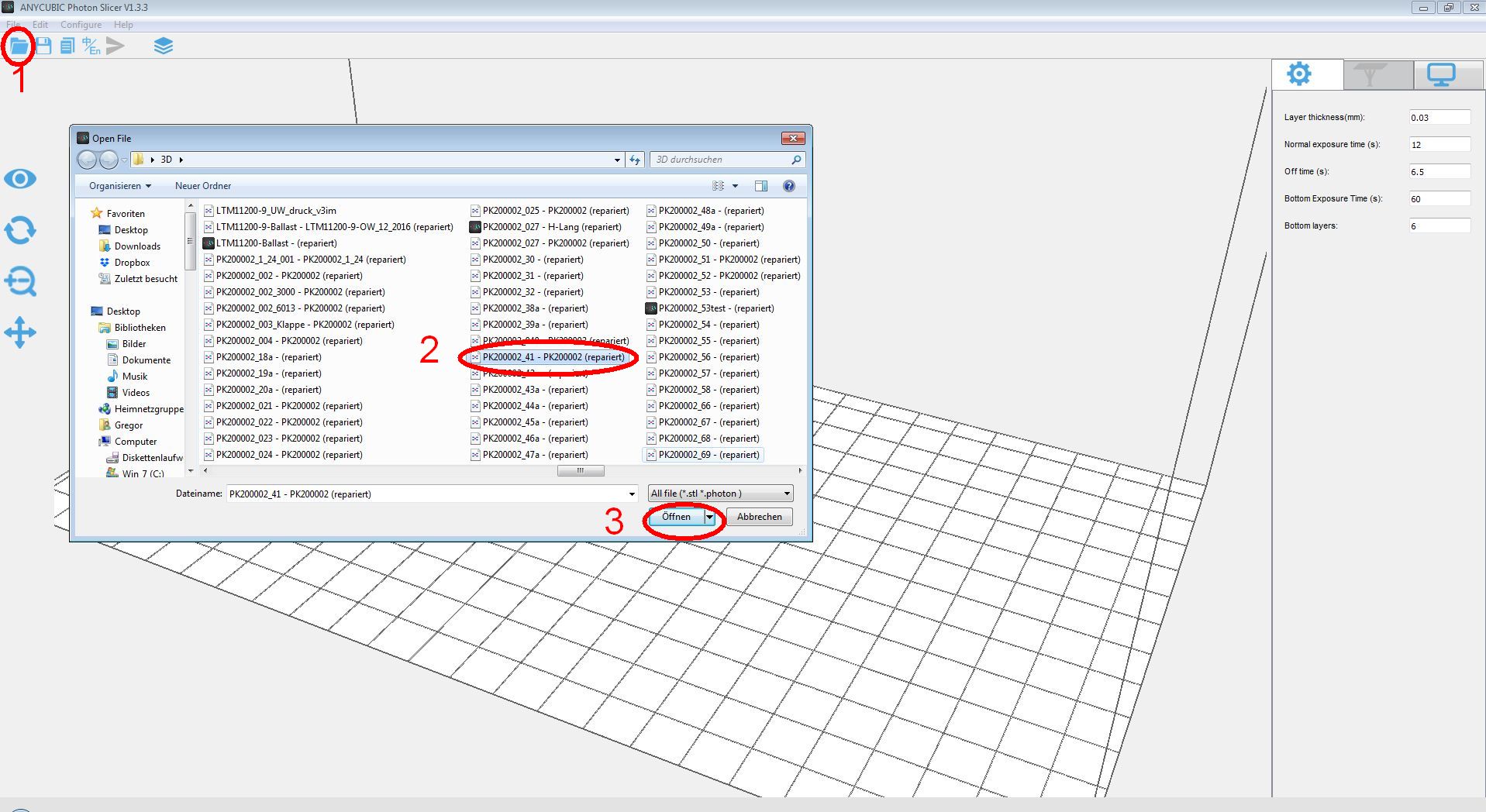
1: Auf öffnen klicken
2: stl Datei auswählen
3: Öffnen
Es können soviele Dateien wie Platz haben hinzugefügt werden.
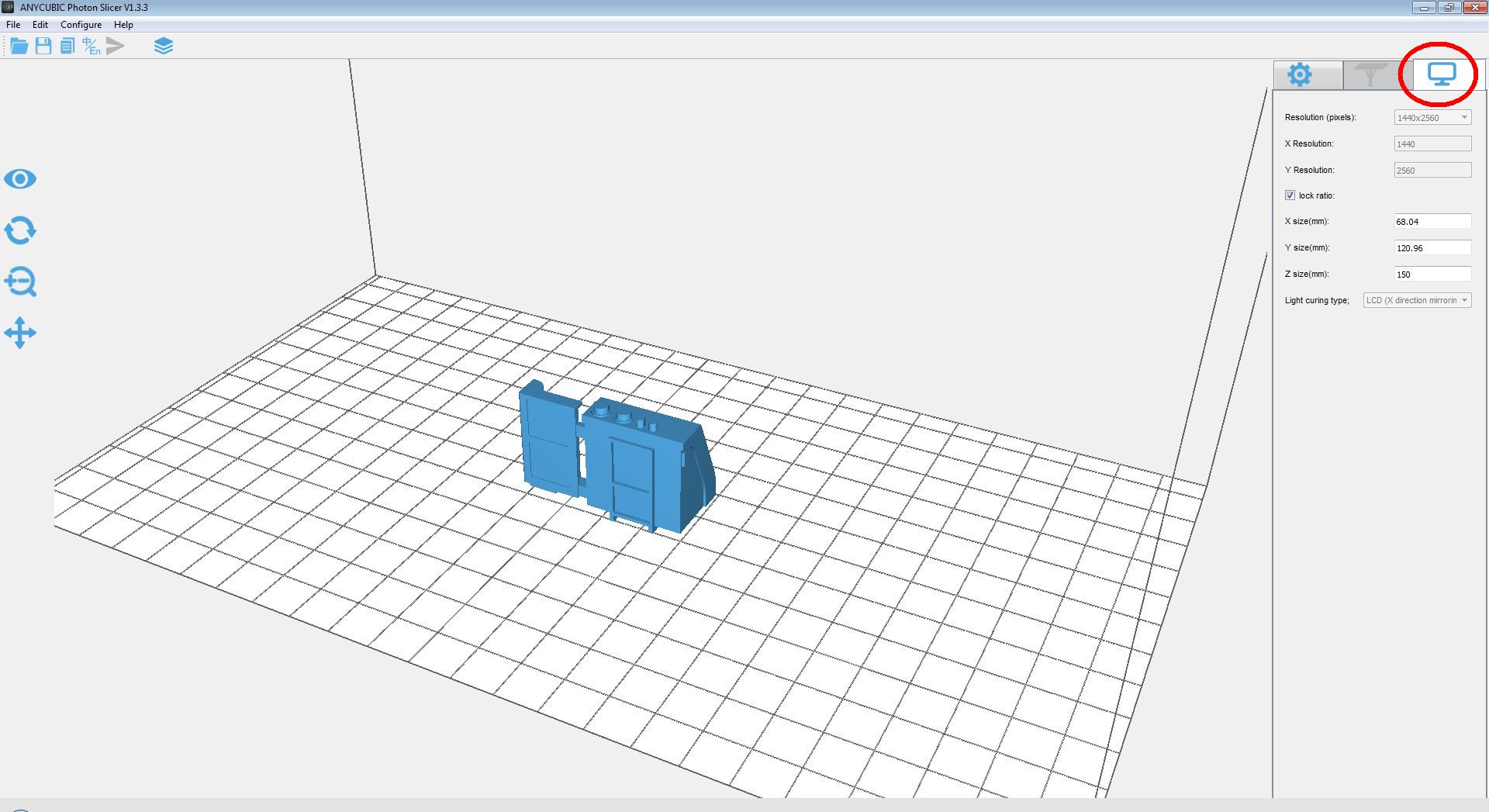
Diese Einstellungen sind Grundeinstellungen des Druckers ! Nicht ändern !
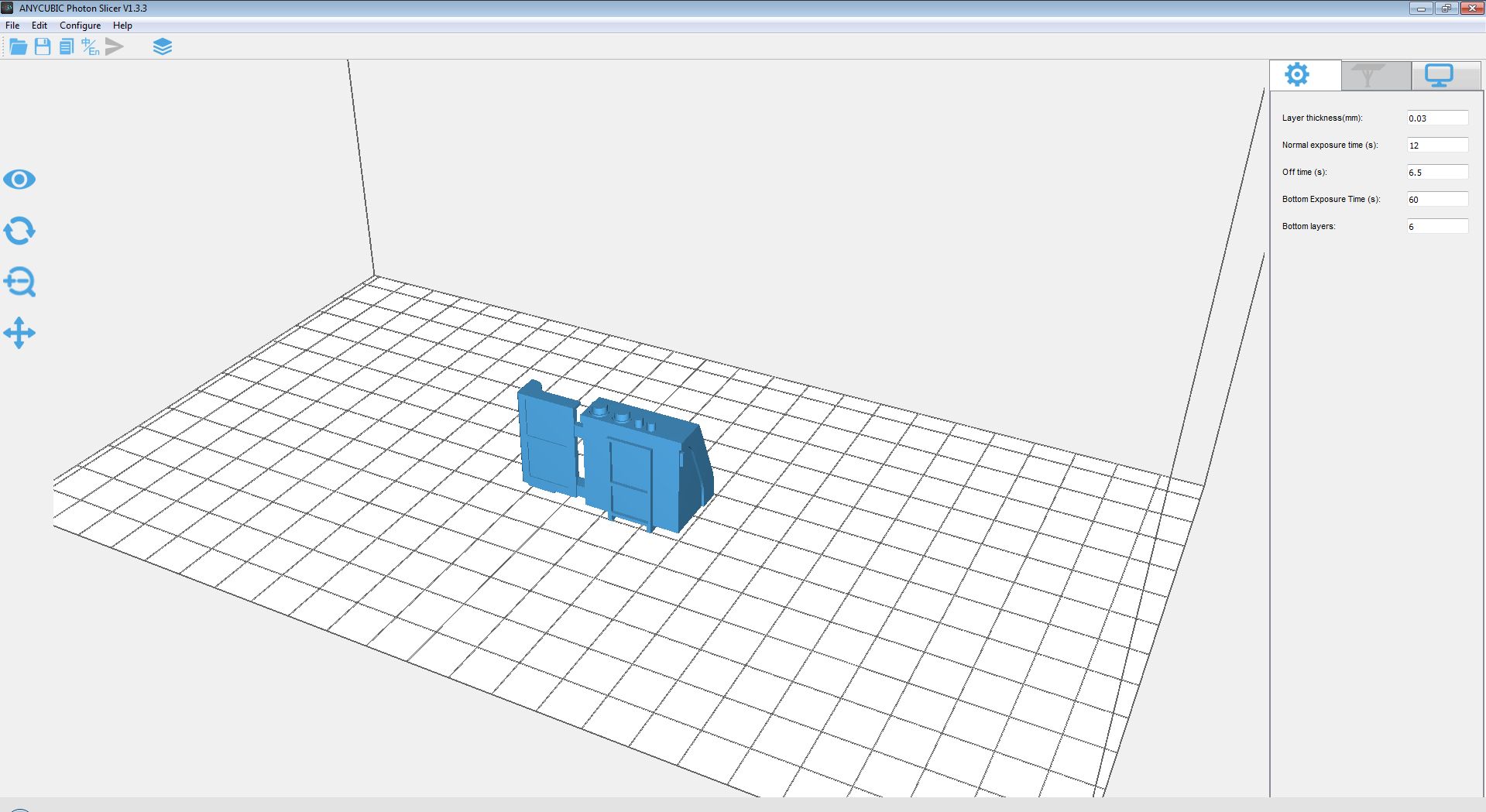
Das Modell in die Richtige Position bringen
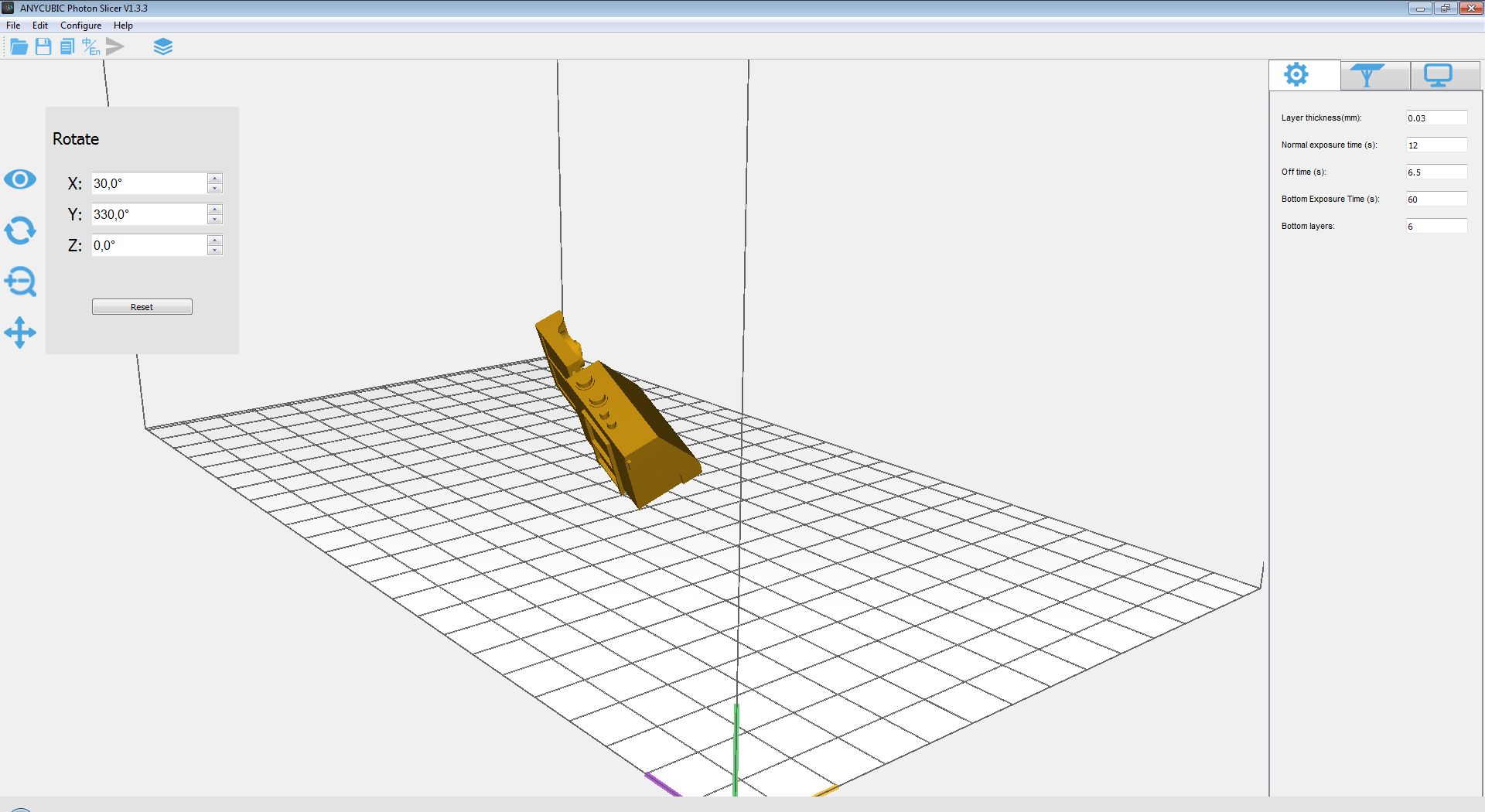
Optimale Druckposition keine paralellen Kanten zum Druckbett ! ( mind. 30° gekippt )

Mit einem Klick das Modell markieren, auf den Menüpunkt Support klicken
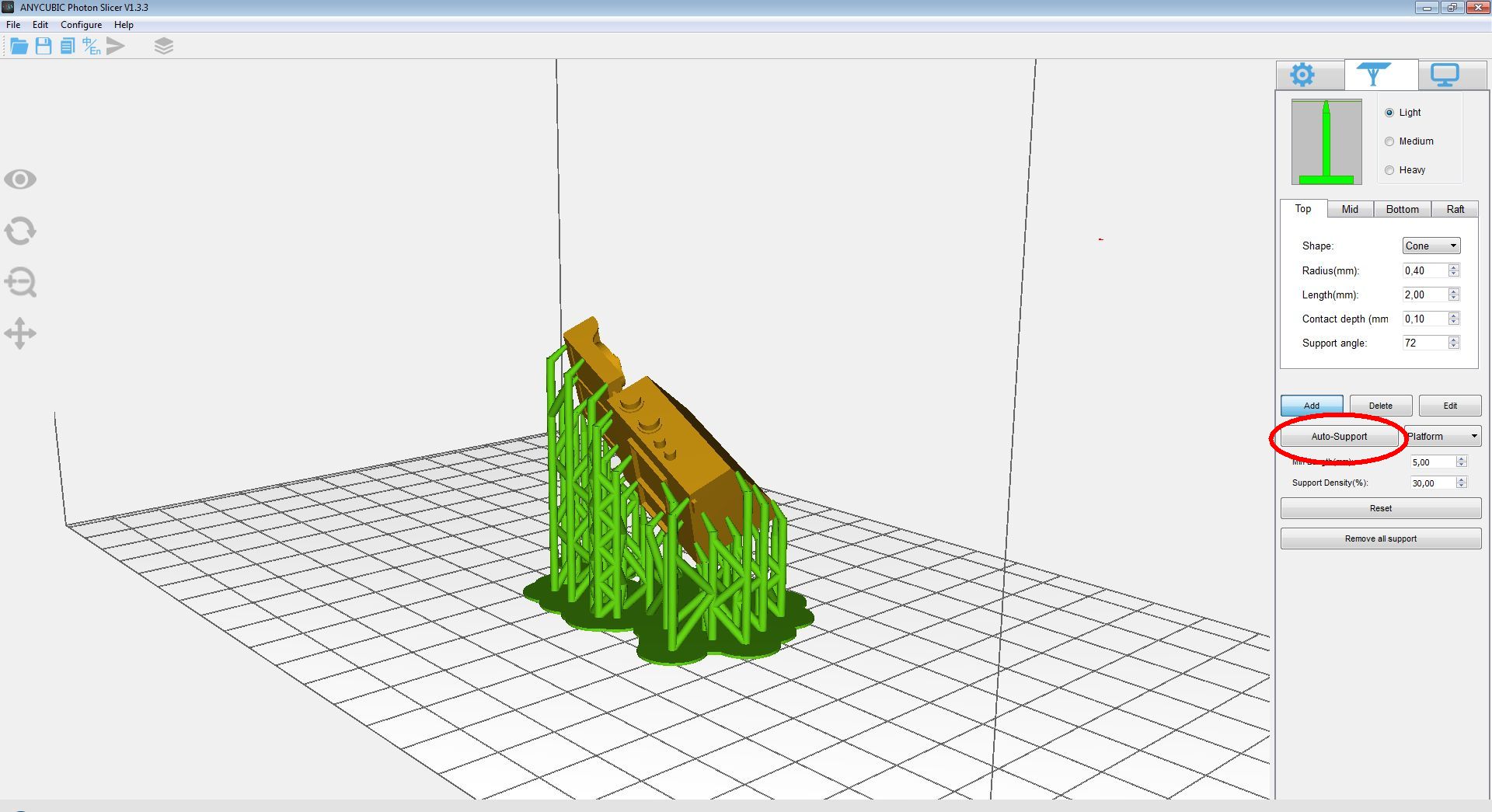
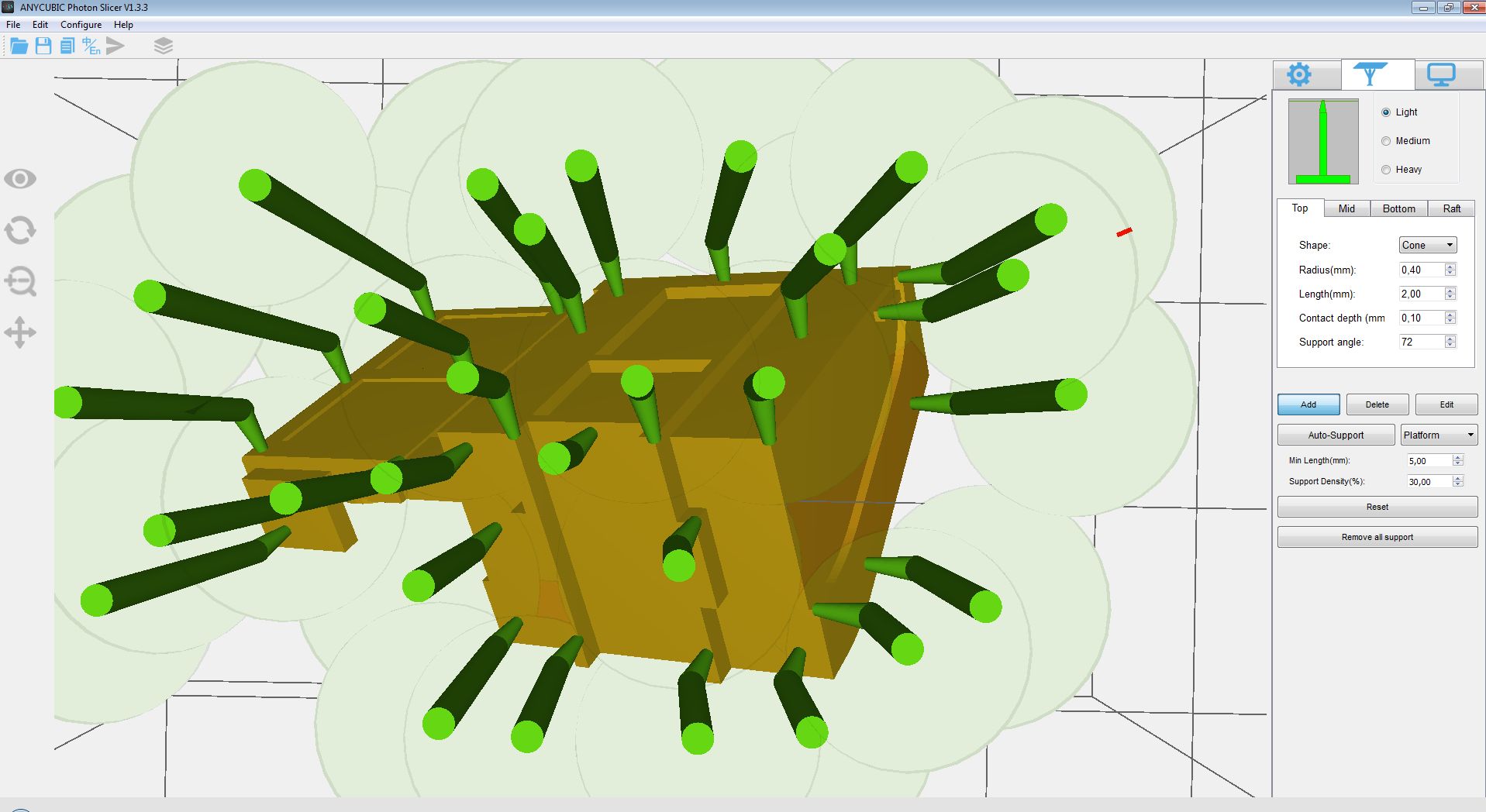
Da dies ein geometrisch "einfaches" Modell ist, habe ich mal auf Auto Support geklickt, die berechnet und automatisch hinzugefügt werden.
Anschliessend habe ich die aber mit Remove all Supports wieder entfernt ( mit Delete werden einzelne Supports gelöscht )
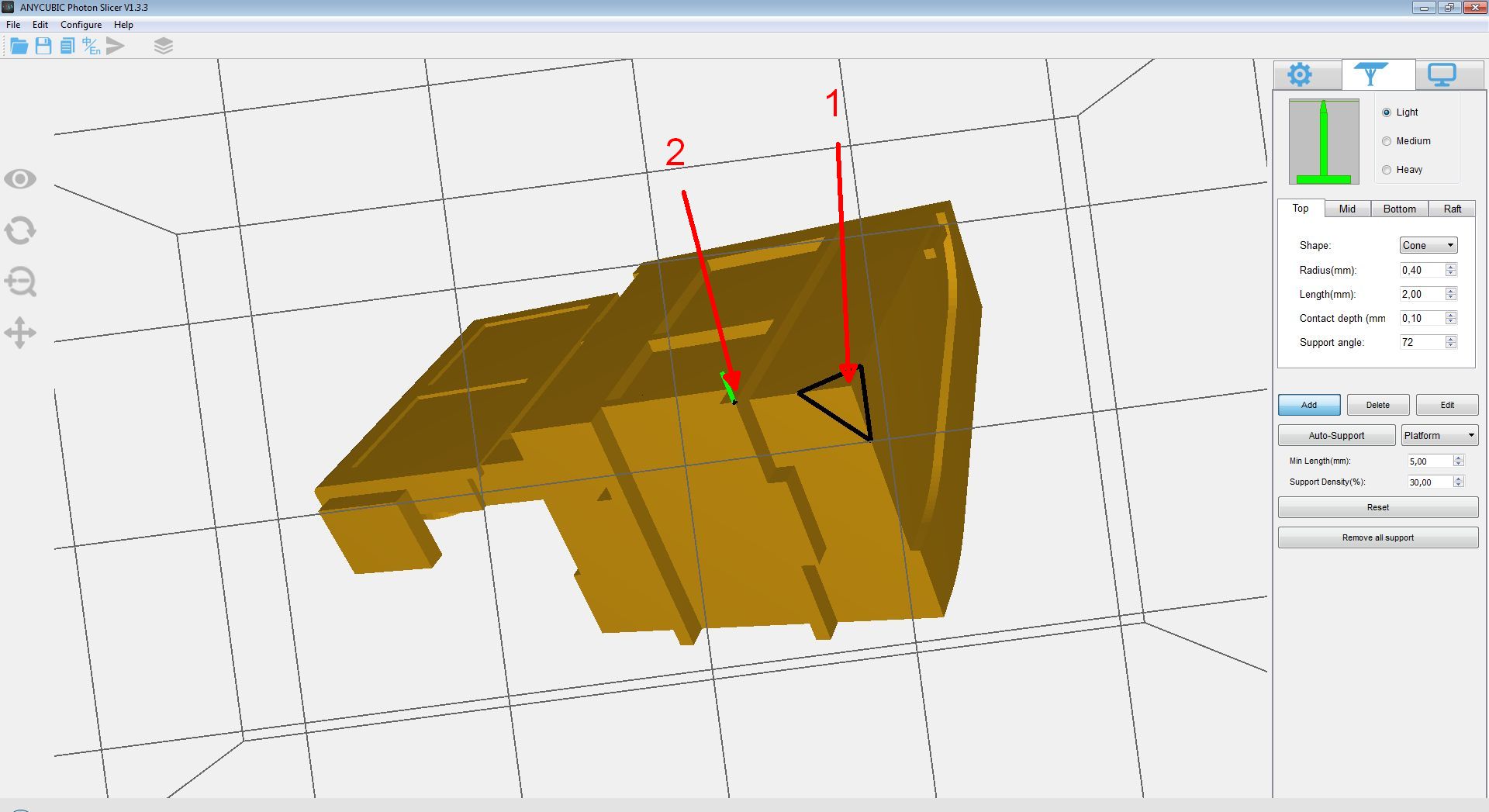
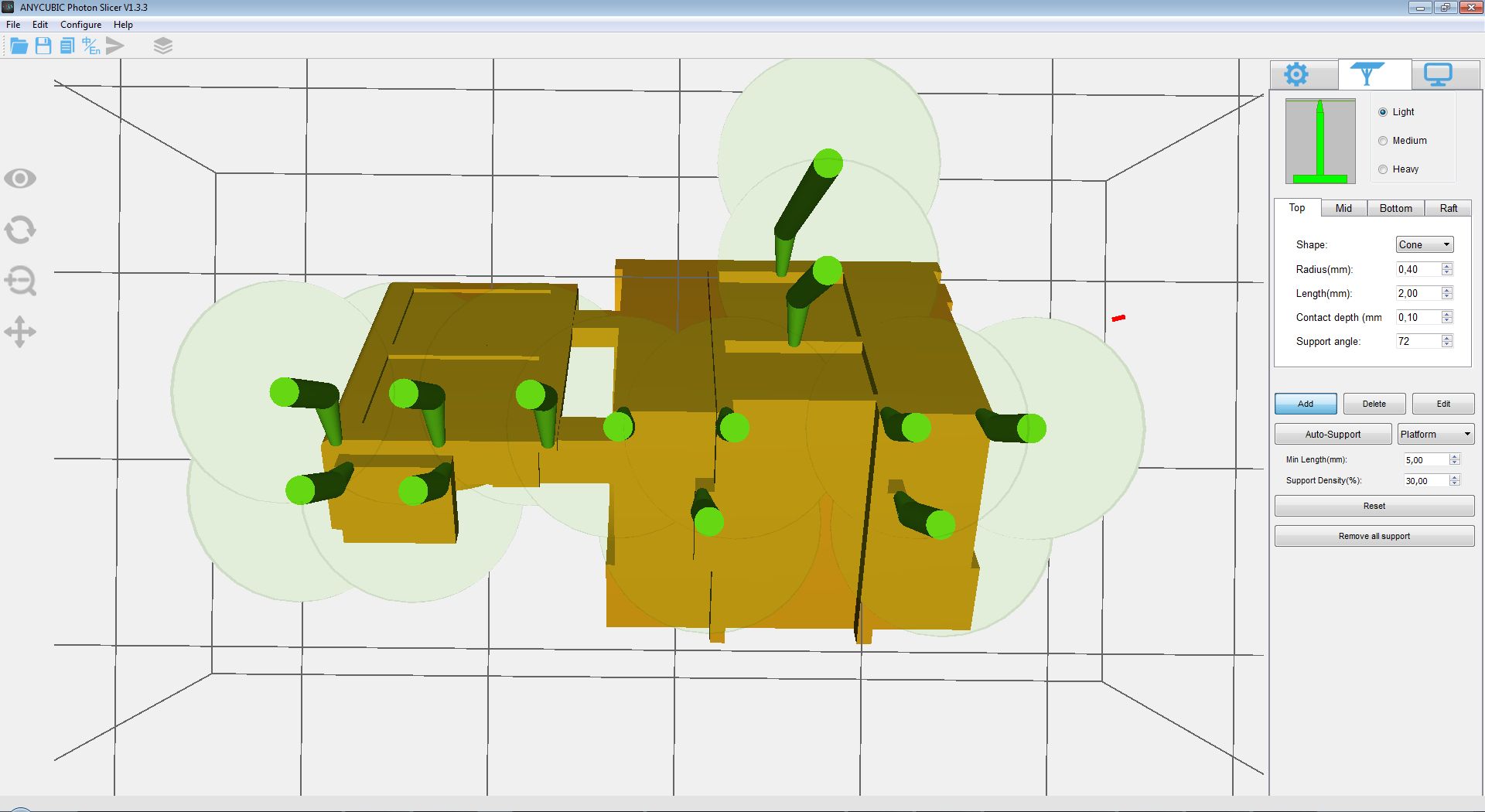
1: Dies ist der "tiefste Punkt des Modells, hier muss der erste Support hinzugefügt werden.
2: Hier kommt der nächste Support hin.
Bei kleinen leichten Teilen arbeite ich mit Light Supports, bei mittelgroßen Teilen kommen schon medium Supports, die dann das Gewicht tragen.
Die Supporteinstellungen übernehme ich ohne Änderungen

Hier sind alle "must" Supports gesetzt. Ohne die wird das Modell Fehler haben
Jetzt wäre das Teil fertig für den Druck
Achtung: Im Drucker hängt das Teil dann kopfüber ! Alle Ebenen sind gekippt, und das überschüssige Resin kann ablaufen. Sehr wichtig, sonst sind diese Flächen uneben.
Hier ist das Teil paralell zum Druckbett angeordnet. dadurch kann aber das Resin nicht abrinnen und diese Fläche ist unbrauchbar.

Eine andere Möglichkeit ist nur eine Ebene kippen, dann besteht aber die Gefahr, das die Kanten paralell zum Druckbett nicht gerade werden.
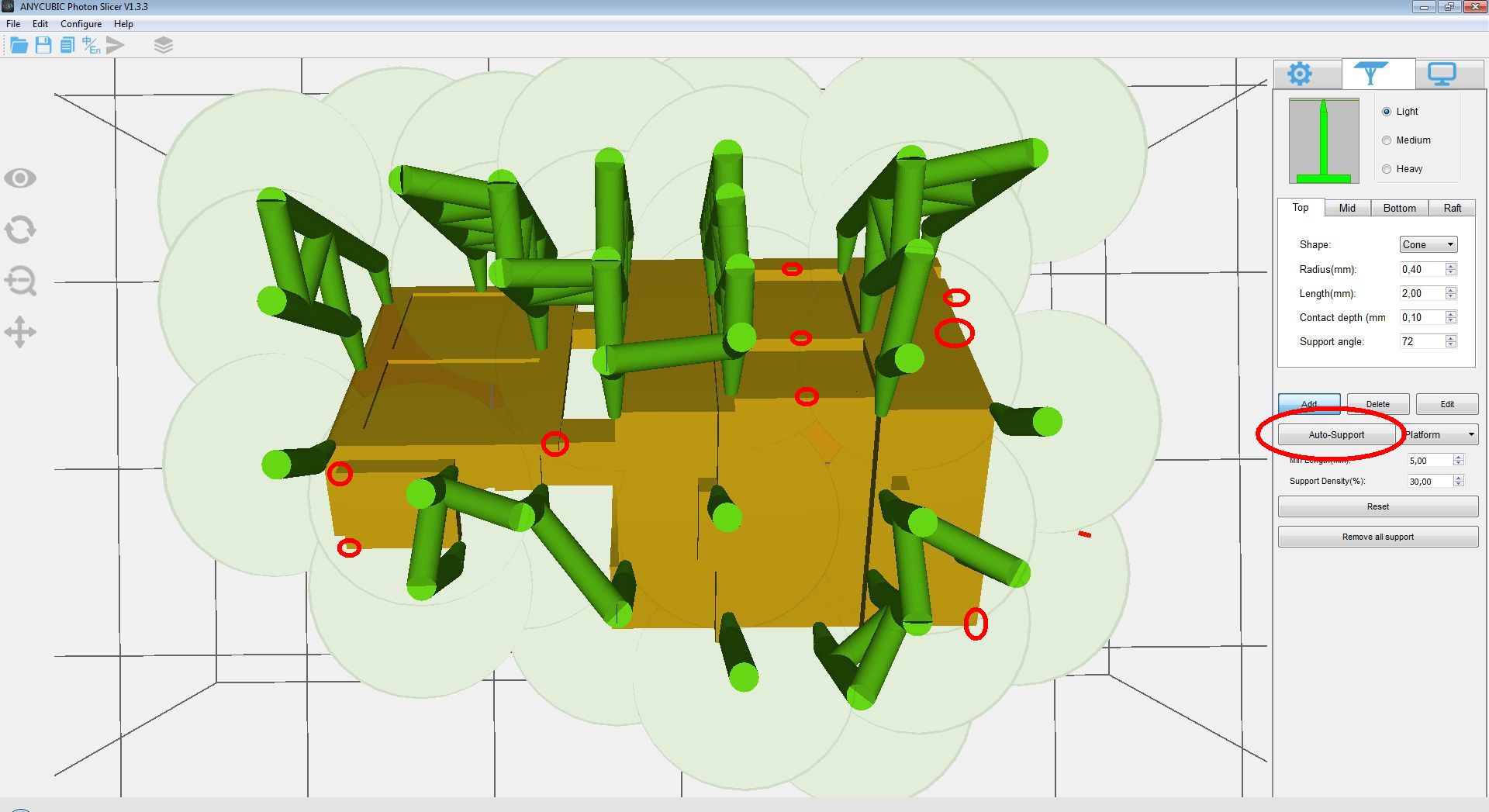
Autosupport in dieser Stellung, an den markierten Stellen fehlen die Supports um einen Fehlerfreien Druck zu gewährleisten!
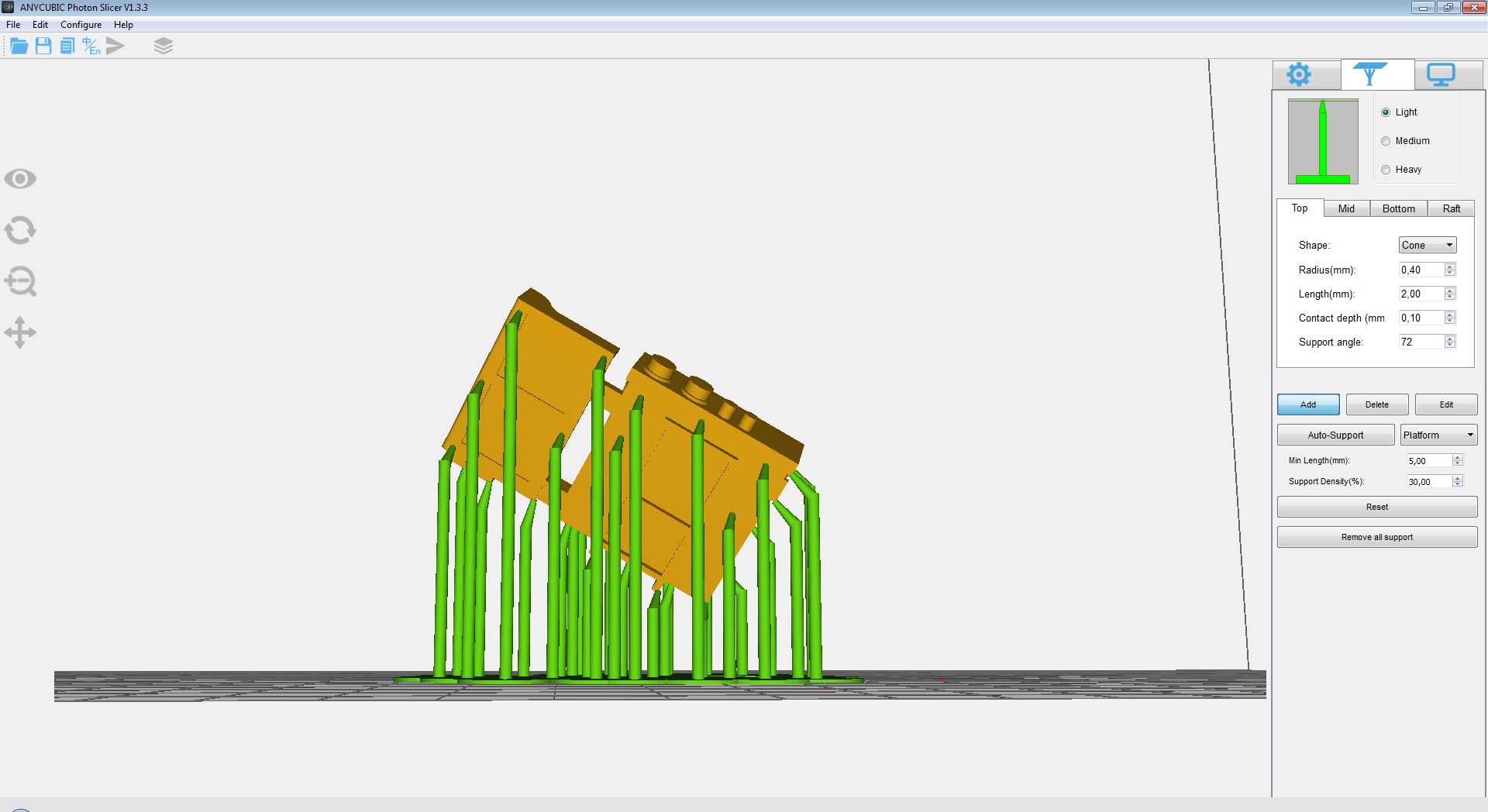
Das wären alle notwendigen Grundsupports
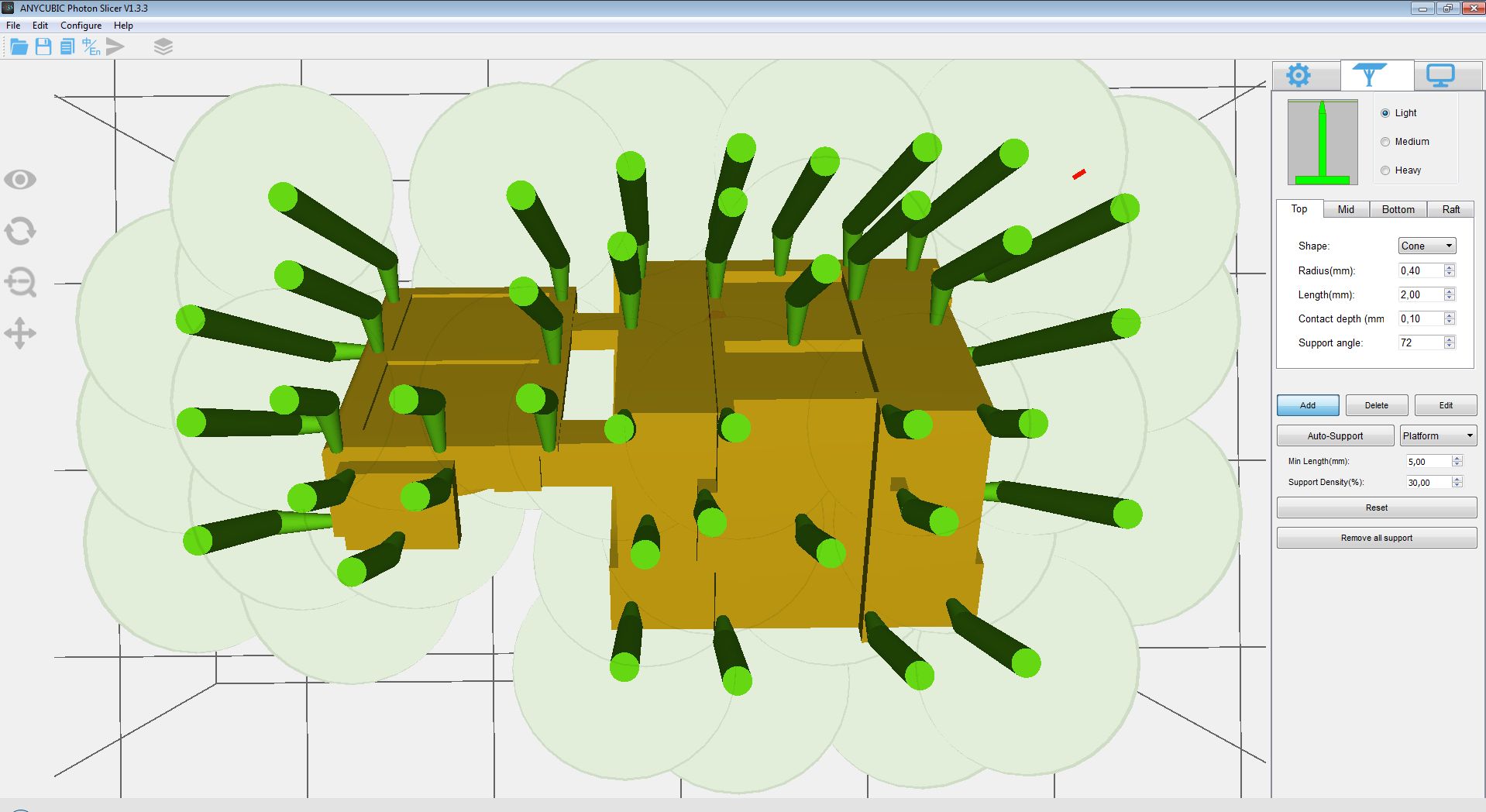
Und hier mit allen Supports, aber trotzdem keine Garantie das alle paralellen Kanten zum Druckbett gerade werden.

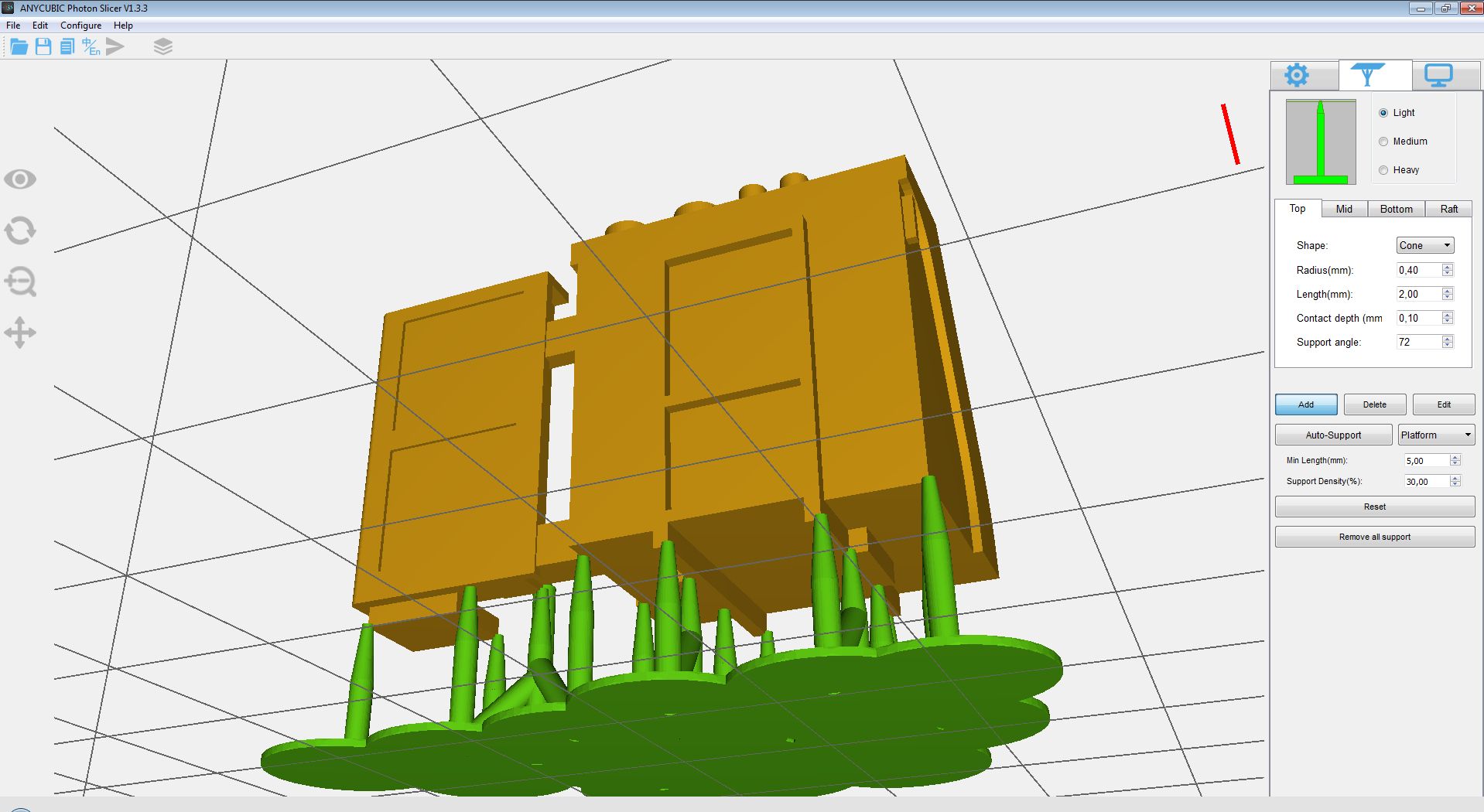
Ein aufwendigeres Modell, schon richtig gekippt.
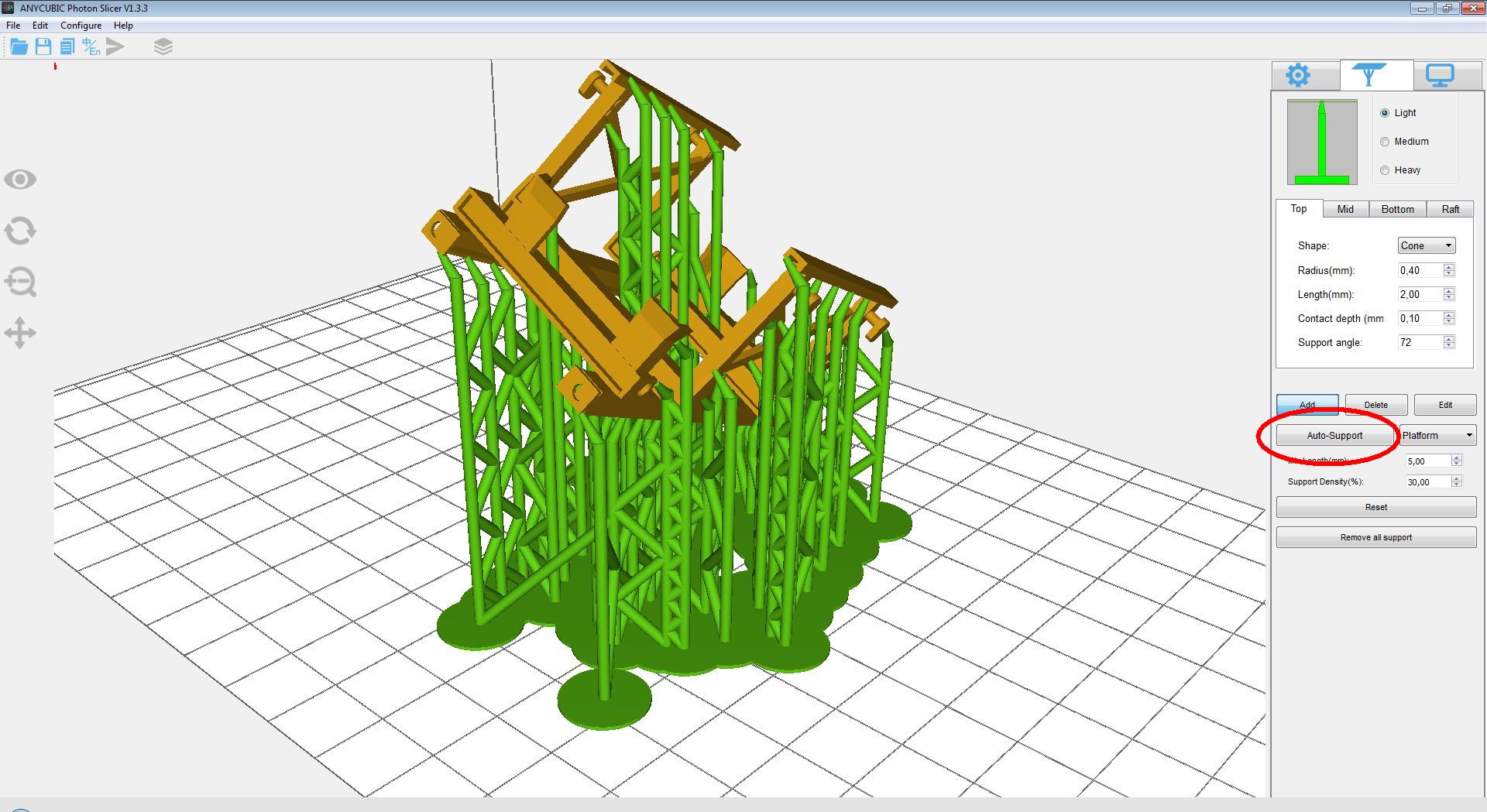
Wieder mit Auto-Support
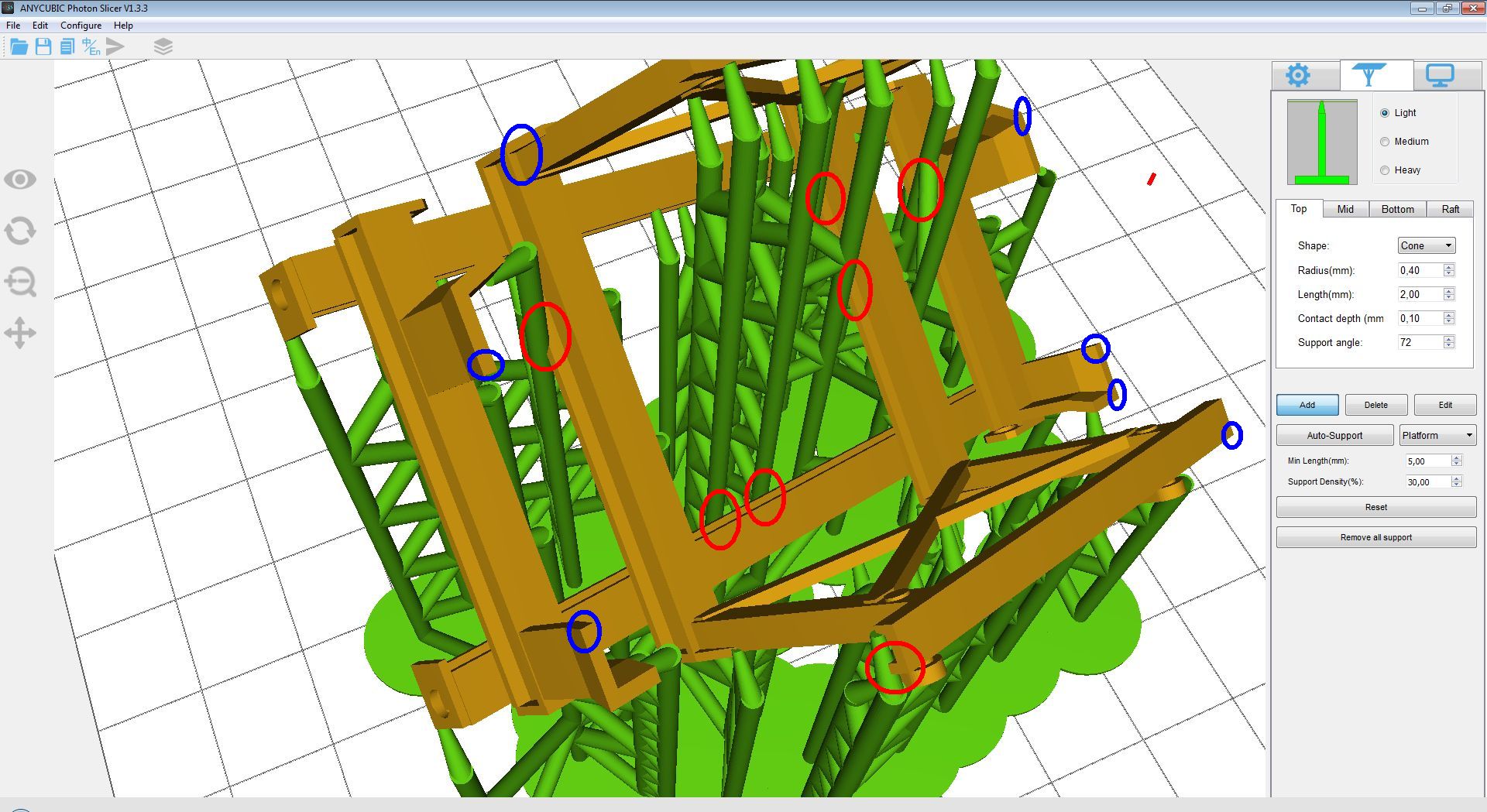
ABER: Hier gehen die Supports durch das Modell. So nicht brauchbar.
Hier fehlen überhaupt die notwendigen Supports. Diese Kanten werden unbrauchbar oder sind dann gar nicht vorhanden.
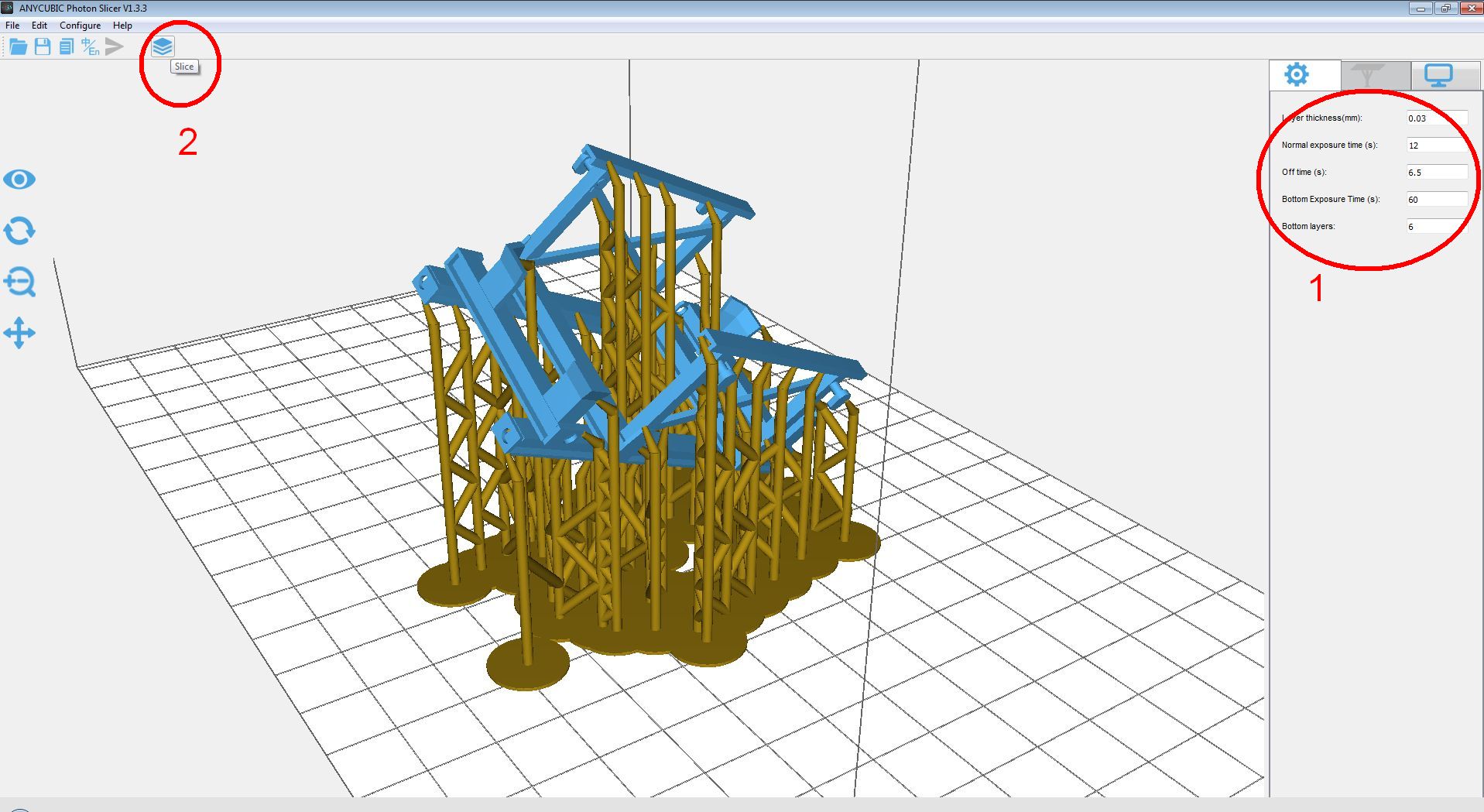
1: Wenn dann doch ein Modell fertig mit Supports versorgt ist die Einstellungen dem verwendetem Resin anpassen.
2: Mit Slice wird die benötigte Druckdatei (*.photon ) erzeugt.
In diesem Fall sind das etwa 3900 Bilder die der Reihe nach belichtet werden. Für jede Schicht eines.
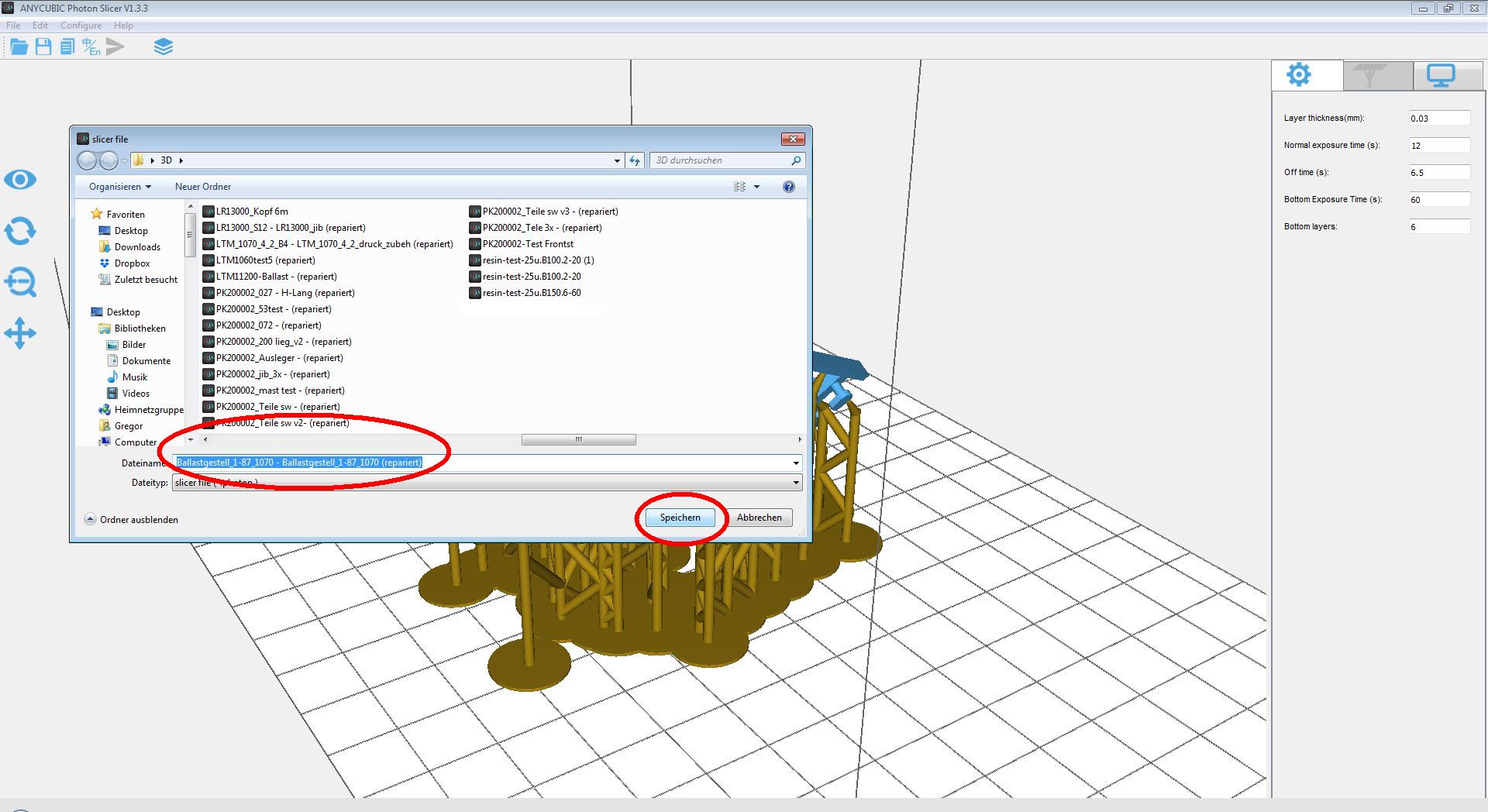
Dateiname vergeben und speichern

Das Programm erstellt nun Schicht für Schicht die Bilder

Wenn die Datei fertig ist, wird die Druckzeit angezeigt. Die ist ziemlich genau.
Mit Show Preview kann man sich die einzelnen Schichten ansehen
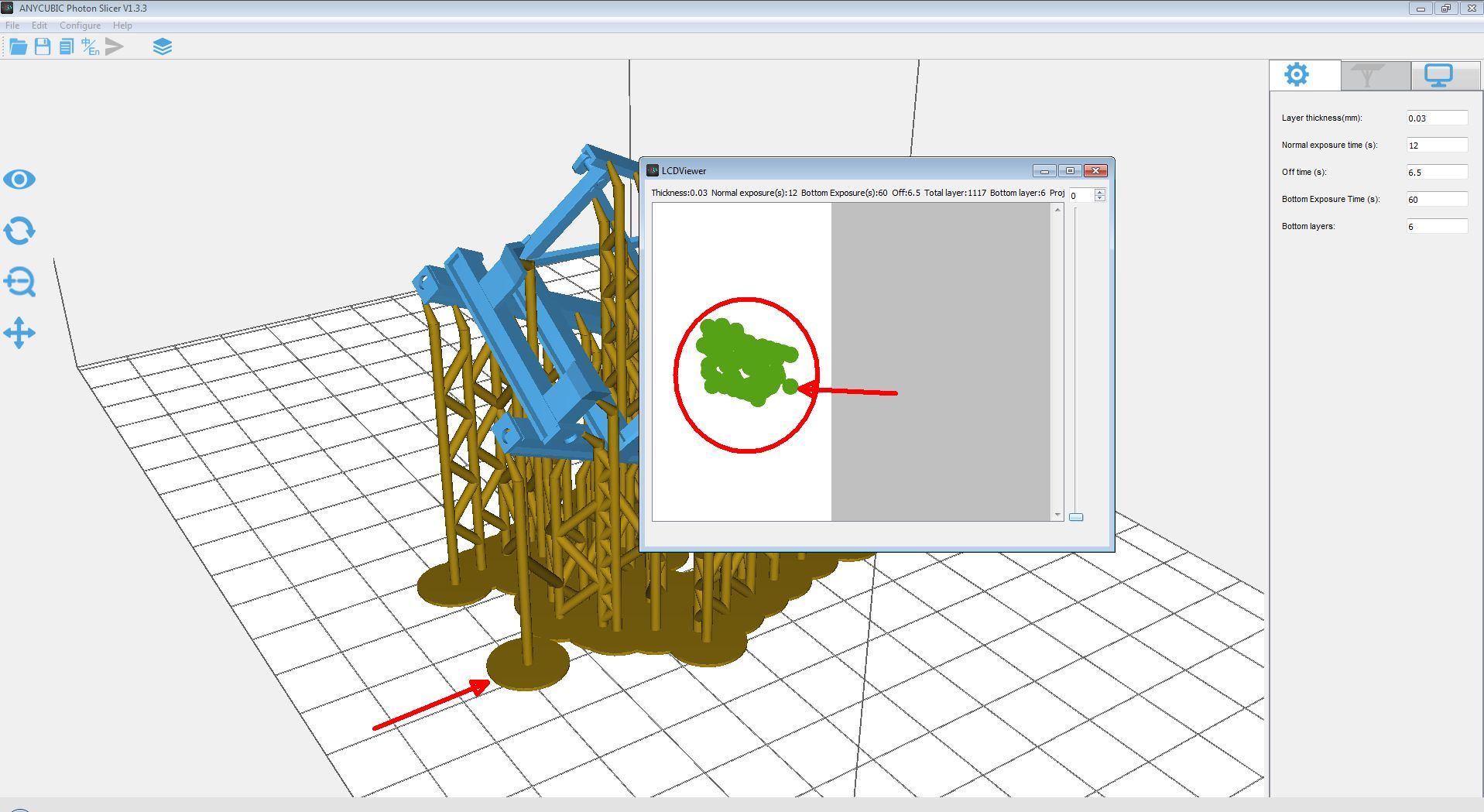
Dies ist die Schicht 0, welche als erste gedruckt wird. Die weisse Fläche ist der LCD Schirm: Grün ist durchsichtig und das UV-Licht härtetr hier das Resin
, an den weissen Flächen kommt kein Licht durch, dadurch wird dort das Resin nicht gehärtet. Und so passiert das für alle etwa 3900 Schichten
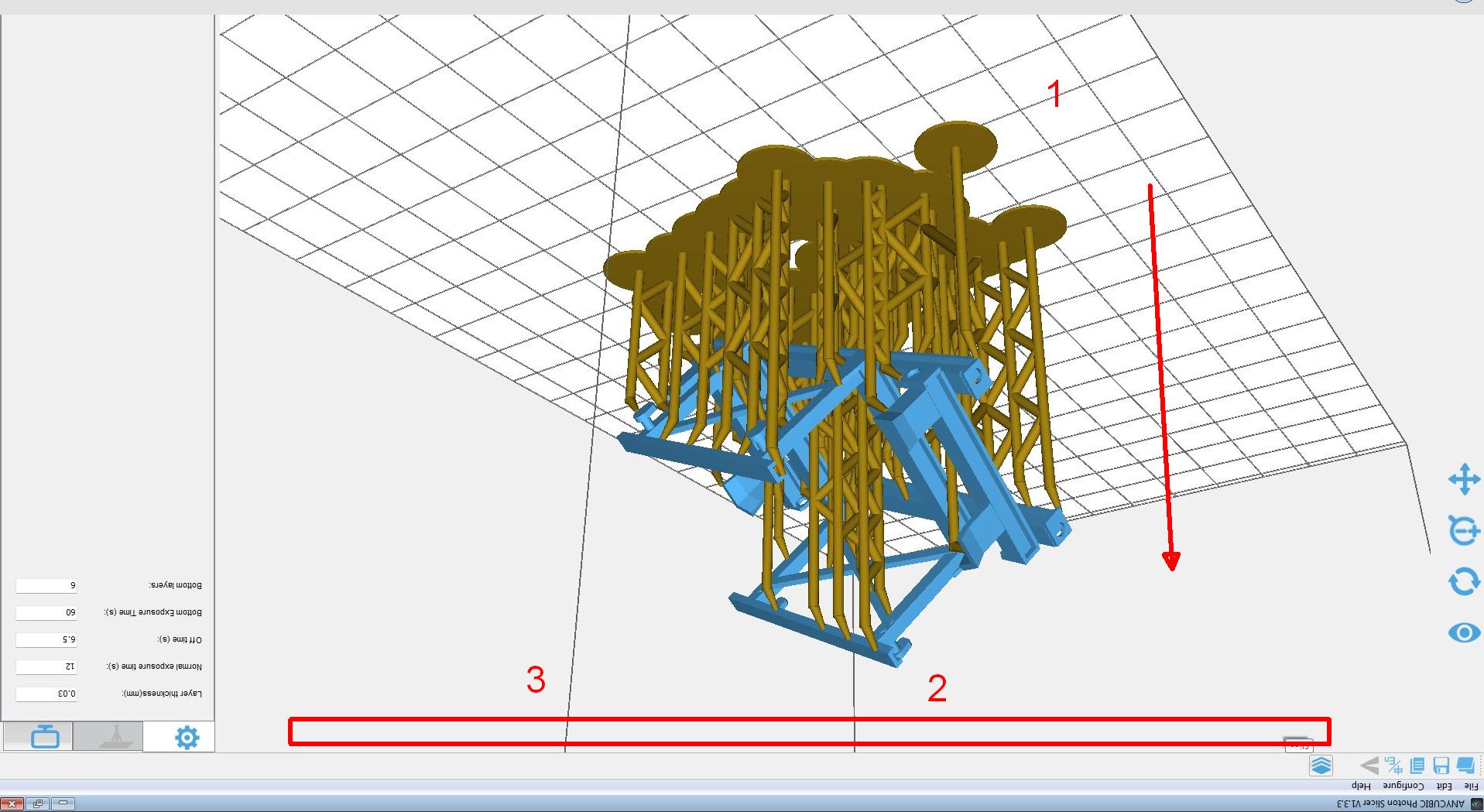
So sieht das dann im Drucker aus. Oben ist das Druckbett ( 1 ), das Schrittweise nach oben fährt und so das Modell in der Resinschale ( 3 ) druckt. 2 ist der tiefste und letzte Punkt der gedruckt wird. Nach beendigung lasse ich das Modell noch etwas im Drucker, damit an diesem Punkt das überflüssige Resin ablaufen kann.
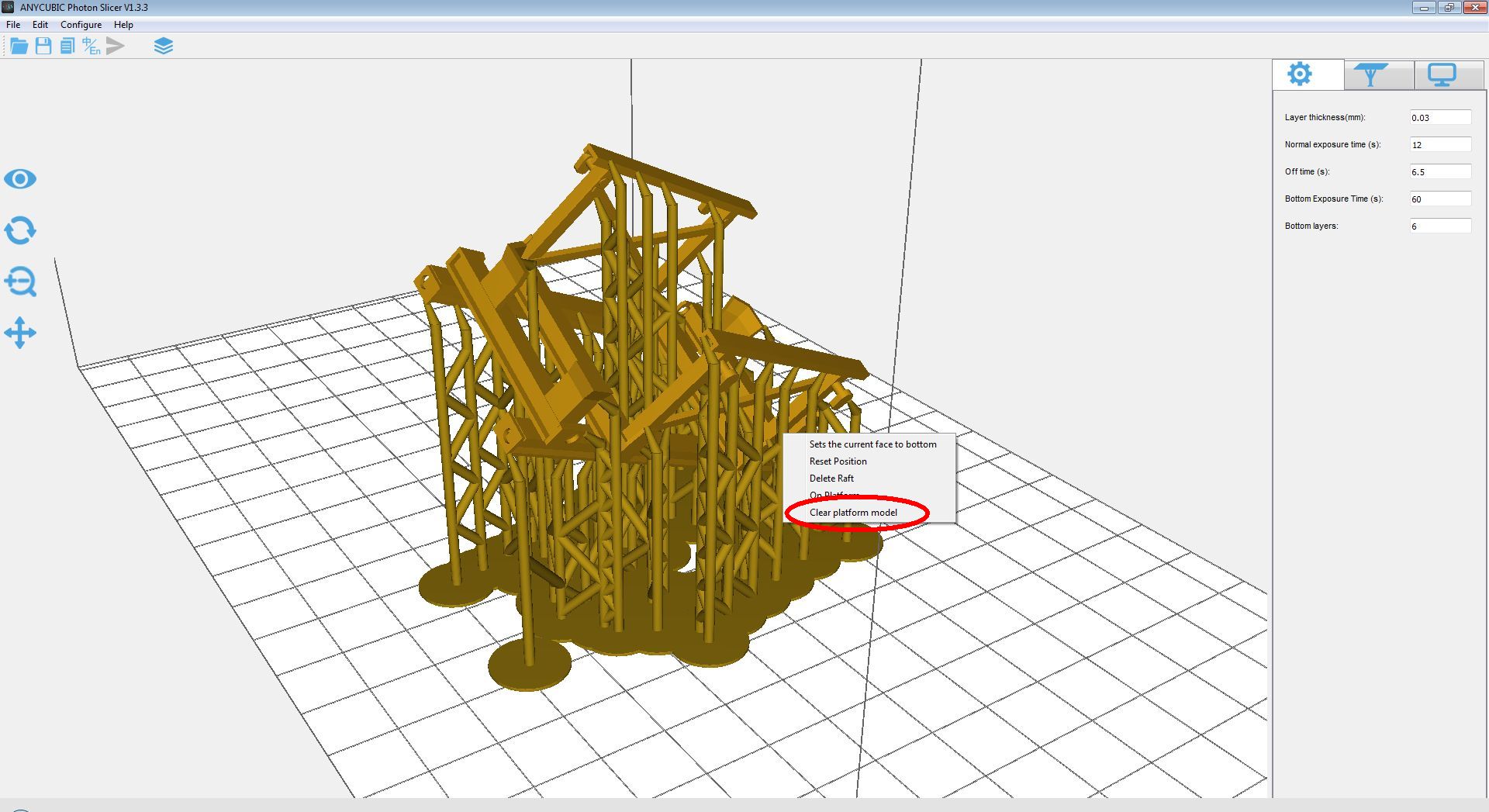
Mit Clear platform model werden alle Elemente auf der Druckplatte gelöscht ( rechte Maustaste auf ein Modell )
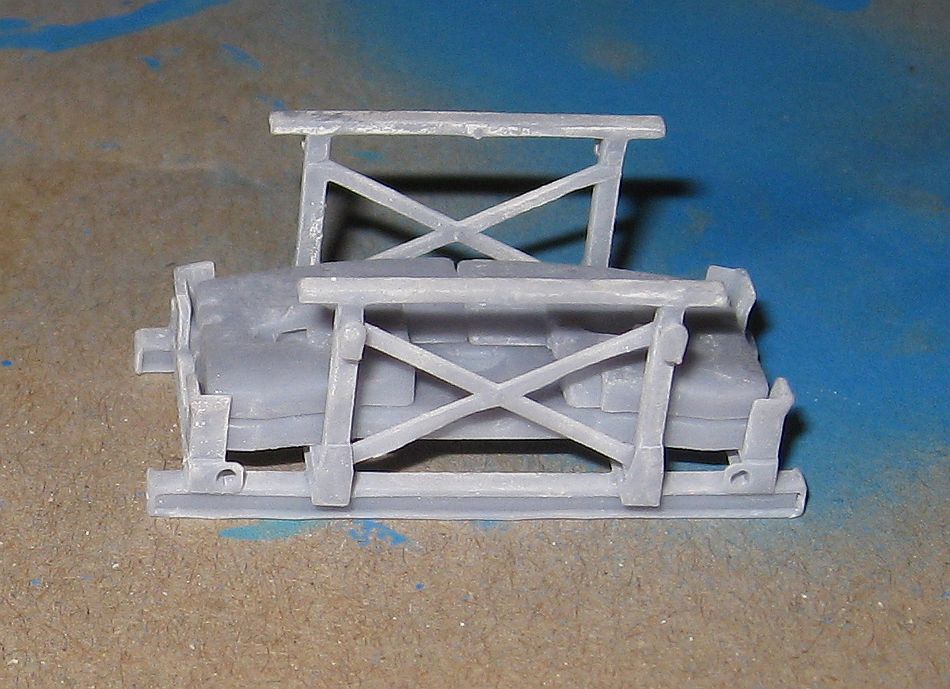
So sieht das dann gedruckt aus. Länge 28mm Höhe 16mm
Auf Youtube gibt es unter dem Thema Slicer einige gute Erklärungen
Die *.photon Datei auf den USB Stick laden, am Drucker anstecken, und schon kann es losgehen.
![]()